










Варианты исполнения:
Листовые неперфорированные лотки поставляются в четырех вариантах исполнения материала:
Исполнение 1 - Сталь, оцинкованная по методу Сендзимира (масса цинкового покрытия 180-200 г/м2).
Исполнение 2 - Горячее цинкование погружением после изготовления (масса цинкового покрытия 1000-1200 г/м2).
Исполнение 3 - Нержавеющая сталь (AISI 304).
Исполнение 4 - Цинк-ламельное покрытие.
Стандартным исполнением листовых лотков является "Сталь, оцинкованная по методу Сендзимира", другие варианты поставляются под заказ.
Лотки имеют отштампованные края для быстрого соединения внахлест (папа-мама).
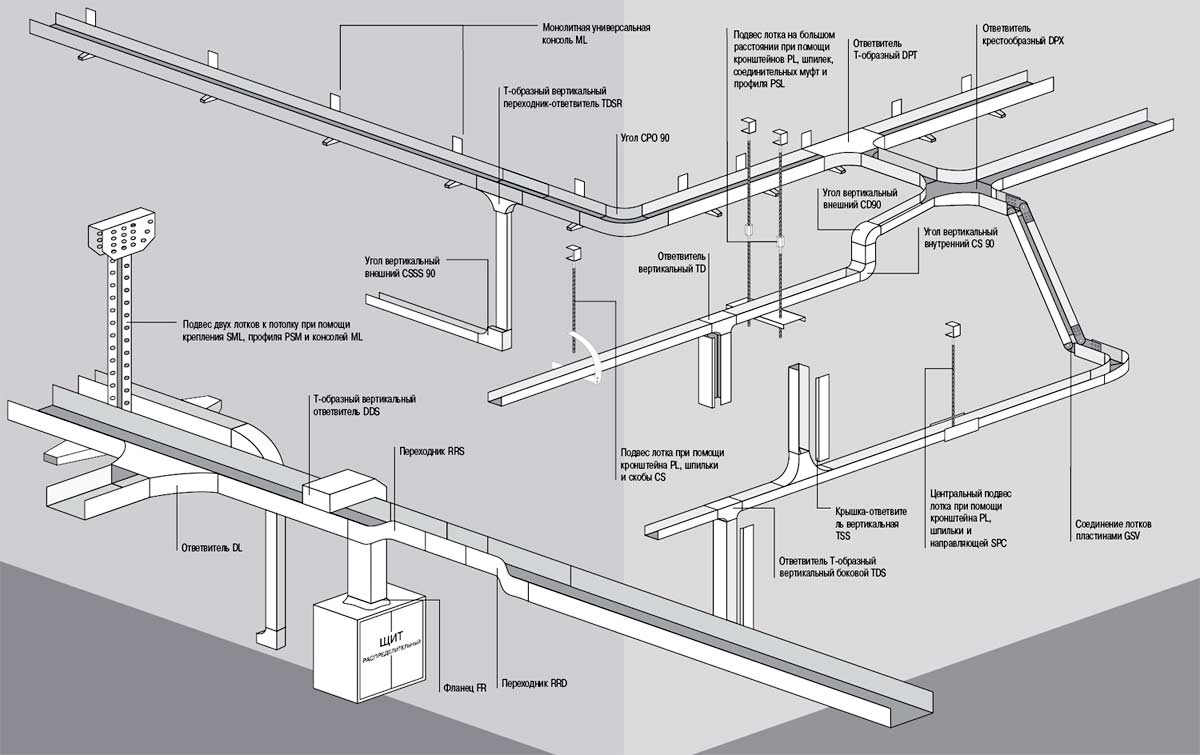
Широкий ассортимент аксессуаров к системе лотков, позволяющих монтировать конструкцию любой сложности с минимальными затратами.
| Название | Срок действия | |
|---|---|---|
Смотреть PDF | Информационное письмо (кабельные лотки лестничные, проволочные, листовые для электропроводок, кабельные лотки листовые и лестничные для больших нагрузок, опорные конструкции и монтажные устройства) (№ 2004/190814) | 19.08.2014 18.08.2114 |
Смотреть PDF | Отказное письмо по СЭЗ (№ 06/7625) | 20.11.2009 20.11.2100 |
Смотреть PDF | Отказное письмо по СЭЗ (№ 06/3957) | 10.06.2010 10.06.2100 |
Архив
| Название | Срок действия | |
|---|---|---|
Смотреть PDF | Система кабельных лотков листовых для электропроводок, изготовленных по ТУ 3449-013-47022248-2004 (№ РОСС RU.АЮ64.H.08784) | 28.12.2017 27.12.2020 |
Смотреть PDF | Система кабельных лотков листовых для электропроводок и аксессуары к ним (№ РОСС RU.МЕ04.H00259) | 28.06.2012 28.06.2015 |
Архив
| Название | Срок действия | |
|---|---|---|
Смотреть PDF | Лотки металлические для электропроводок (№ 10.00116.120) | 30.09.2010 30.09.2015 |
Архив
| Название | Срок действия | |
|---|---|---|
Смотреть PDF | Лотки металлические для электропроводок всех типов (№ 10.00159.120) | 30.09.2010 30.09.2015 |
Материал и виды исполнения металлических листовых лотков "S5 Combitech"
Материал лотков
С целью защиты металлических лотков от коррозии используются разные защитные покрытия. Чаще всего лотки покрываются цинком, который защищает сталь. При этом сам цинк изнашивается на протяжении всего срока службы. Степень износа цинкового покрытия зависит от внешних условий, которые должны быть учтены при выборе вида лотка и места его установки.
Цинковое покрытие является в своем роде уникальным, так как обеспечивает не только барьерную, но и электрохимическую защиту от коррозии. Последняя известна еще и как, так называемая "жертвенная" защита, поскольку в гальванической паре цинк "жертвует" собой, чтобы защитить сталь, на которую он нанесен. Цинк будет действовать подобным образом до последнего атома. Этот эффект проявляется и на локальных участках, где покрытия уже нет (царапины, сколы, отверстия). Как правило, при выборе антикоррозионной защиты основное внимание уделяют скорости разрушения покрытия и необходимости его возобновления.
Этот показатель (скорость разрушения покрытия) для цинка составляет 1-10 мкм в год, в зависимости от состояния атмосферы и условий эксплуатации.
Микрометр (мкм, микрон) – единица измерения длины (в данном случае, толщины слоя цинка). 1 мкм равен 10?6 метра, то есть одна миллионная метра.
Виды исполнения лотков
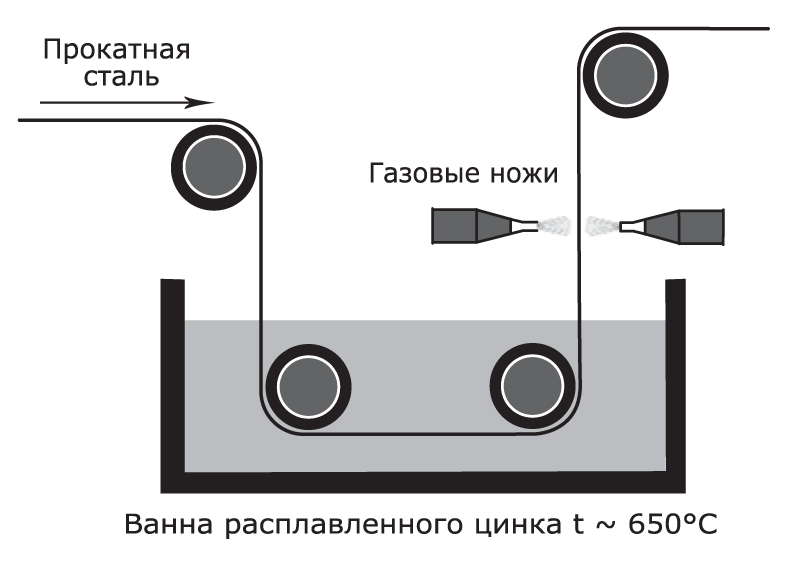
Сталь, оцинкованная по методу Сендзимира
Металлические лотки ДКС в стандартном исполнении изготавливаются из стали, оцинкованной по методу Сендзимира. Горячие стальные листы покрываются в прокатном цехе слоем цинка. Лист прокатной стали
промывается реагентами и просушивается в печи, в которой он разогревается до температуры около 650 °C. После этого сразу погружается в ванну расплавленного цинка с температурой 650 °C. У выхода из ванны стоят, так называемые газовые ножи. В них под большим давлением подается газовая смесь, которая сдувает лишний цинк с листа. Таким образом, образуется равномерный слой цинка по всей его поверхности.
Масса такого покрытия составляет 180-200 граммов цинка на квадратный метр. Элементы из таких стальных листов предназначены для использования, главным образом, в сухой атмосфере, без агрессивного воздействия химических веществ. Повреждение цинкового покрытия во время резки, просверливания, перфорирования стального листа при производстве лотков и аксессуаров не вызывает прогрессивной коррозии, потому что под влиянием влаги, воздуха и цинка на краю резки поврежденной поверхности образуется защитный слой из оксида цинка (легкий налет белого цвета).
Горячее цинкование (исполнение HDZ)
Лотки изготавливаются из холоднокатаной стали 08ПС. В процессе цинкования очищенная сталь погружается в ванну с расплавленным цинком (~460 °С). В результате реакции на поверхности изделия образуется ферроцинковый сплав, состоящий из четырех слоев с различным удельным соотношением железа и цинка (ГОСТ 9.307-89 на горячее цинкование, европейский стандарт СЕI 7.6).
При одинаковых условиях использования срок службы оцинкованного таким образом металла в несколько раз дольше, чем при обычном цинковании (например, по методу Сендзимира).
Аббревиатура HDZ расшифровывается как "hot deep zinc", что в переводе с английского значит – "горячее погружение в цинк".
Лотки, обработанные таким образом, применяются в различных промышленных условиях (категории от С1 до С4 степени воздействия окружающей среды согласно стандарту EN ISO 12944-2).
Например:
- в производственных помещениях с высокой влажностью;
- в помещениях с загрязненным воздухом;
- на химических заводах;
- в бассейнах и аквапарках;
- в ремонтных доках;
- снаружи зданий городской и промышленной инфраструктуры;
- в промышленных и прибрежных районах с умеренной концентрацией соли в воздухе.
Металлические лотки из нержавеющей стали (исполнение INOX 304)
Нержавеющая сталь – это сложнолегированная сталь (легированная хромом, никелем и т. д.), устойчивая к коррозии в атмосфере и агрессивных средах.
Лотки ДКС изготавливаются из нержавеющей стали по стандарту AISI 304 – в российской классификации соответствует марке 08Х18Н10. Нержавеющие легированные стали обозначаются по цифро-буквенной системе, которую устанавливает ГОСТ. Первые две цифры обозначают содержание углерода. Цифры после букв обозначают содержание легирующего элемента (в целых процентах). Если легирующего элемента присутствует менее 1 %, то цифра не ставится.
Нержавеющая сталь
Нержавеющую сталь впервые создал в 1913 году английский ученый Гарри Бреарли (Harry Brearley), экспериментировавший с различными видами и свойствами сплавов; он обнаружил способность стали с высоким содержанием хрома сопротивляться кислотной коррозии. Слово INOX в переводе с итальянского и французского языка означает "нержавеющая сталь".
Сталь марки AISI 304 является коррозионно-стойкой жаропрочной сталью, представляющей собой основной сорт в семействе нержавеющих сталей. Она наиболее широко используется из всех марок стали, а характеристики делают ее универсальной в применении.
Основным присадочным материалом, входящим в состав, является хром (Cr). Содержание хрома – 18 %, что обеспечивает формирование на поверхности металла такого оксидного слоя, который придает стали
повышенную устойчивость к воздействию разнообразных химических веществ.
Способность не подвергаться коррозии основывается на том, что нержавеющая сталь легко пассивируется. Термин "пассивация металлов" означает переход поверхности металла в неактивное, то есть пассивное состояние, благодаря образованию поверхностных слоев, препятствующих коррозии. Как правило, коррозионная стойкость нержавеющей стали тем выше, чем больше в ней хрома. Во многих марках нержавеющих сталей хром является не единственным присадочным материалом. В их состав также входит значительное количество и других добавок, которые вносятся с целью повышения коррозионной устойчивости сталей и для изменения их структуры, а также в целях повышения прочности. В стали марки AISI 304 кроме хрома в достаточно большом количестве присутствуют никель и другие элементы.
Лотки из нержавеющей стали марки AISI 304 подходят для применения на всех производственных процессах, протекающих в суровых коррозионных условиях (категории от С1 до С5, степени воздействия окружающей
среды согласно стандарту EN ISO 12944-2).
Металлические лотки из нержавеющей стали (исполнение INOX 316)
Лотки из нержавеющей стали AISI 316 обеспечивают защиту кабеля при более агрессивных производственных
процессах, протекающих в экстремально тяжелых коррозионных условиях.
Фактически, нержавеющая сталь марки AISI 316 – это улучшенная (за счет добавления молибдена) сталь марки
AISI 304. Добавление молибдена делает сталь AISI 316 более устойчивой к коррозии, высоким температурам и
агрессивным средам, кислотостойкой.
Нержавеющая сталь AISI 316 в российской классификации маркируется 08Х18Н13М2. Лотки из нержавеющей
стали марки AISI 316 часто используются:
- в химической промышленности (например, в нефтеперерабатывающей, бумажной промышленности и т. д.);
- в агрессивных средах (например, в портах, у морской воды в береговой зоне, на морских платформах и т. д.).
Металлические лотки с цинк-ламельным покрытием
На основание защищаемой детали наносится специальное покрытие, состоящее из химически активной смолы с
высоким содержанием хлопьев цинка и алюминия. В процессе спекания под воздействием температуры
образуется цинк-алюминиевый слой, который обеспечивает, помимо барьерной защиты, электрохимическую
защиту от коррозии. Скорость окисления алюминия ниже, чем цинка, и за счет этого покрытие цинк-алюминия
(при той же толщине защитного слоя) существенно более коррозионно-стойкое, чем стандартное цинковое
покрытие.
Малая распространенность цинково-алюминиевых покрытий связана с технологическими сложностями при
добавлении алюминия в цинк, поэтому только инновационные компании, такие как ДКС, обладают
высокотехнологичным оборудованием, которое позволяет наносить качественное цинк-ламельное покрытие.
Согласно проведенным испытаниям, цинк-ламельное покрытие более чем в два раза устойчивее к коррозии, по
сравнению с HDZ.
Помимо этого металлические изделия в цинк-ламельном покрытии прошли испытания на стойкость к агрессивной
среде, а именно к воздействию сероводорода. На основе испытаний в испытательном центре
"корпорации "ВНИИЭМ" был получен протокол, который подтверждает, что продукция в цинк-ламельном
исполнении позволяет осуществлять монтаж кабельных трасс в зонах с высокой влажностью и загрязнением как
снаружи, так и внутри помещений, где в атмосфере содержится повышенная концентрация агрессивных
веществ (соответствует категориям С3; С4; С5-I по EN ISO 12944-2).
Металлические лотки с порошковой окраской

В наше время стремительно растет спрос на металлические лотки с порошковой окраской, так как порошковая
окраска позволяет улучшить эксплуатационные свойства того материала, на который она наносится. И при этом
позволяет вписать лотки в любой интерьер.
Лотки изготавливаются из стали, оцинкованной по методу Сендзимира. После этого лотки подвергаются
порошковой окраске в любой цвет из палитры RAL.
Применяются такие лотки для выделения кабельной трассы в интерьере (торговые центры, офисы).
Аббревиатура RAL означает палитру цветов согласно немецкому цветовому стандарту, разработанному в
1927 году Немецким Институтом гарантий качества и сертификации (Reichsausschu? fur Lieferbedingungen
(сокращенно RAL). Институт установил стандарт на цветовое пространство, разделив его на диапазоны
и обозначив каждый цвет однозначным цифровым индексом. С тех пор цветовая палитра RAL постоянно
расширяется и дополняется новыми образцами цветов.
Порошковая окраска – это высокотехнологичный метод электростатического нанесения краски и получения
качественных декоративных покрытий разнообразных материалов и изделий. В результате применения
порошковой окраски получается однородное, прочное, высококачественное покрытие.
В наиболее рациональном виде новый процесс получения покрытий оформился в 60-е годы XX века, когда
появились первые термореактивные порошковые краски и был разработан способ их электростатического
нанесения. Технология покрытий с применением порошковых красок, по сравнению с окрашиванием жидкими
лакокрасочными материалами, имеет много преимуществ. Главное из них заключается в том, что достигается
равномерное и более высокое качество покрытий, а также лучшие эксплуатационные свойства.
Товары
Преимущества системы S5 Combitech, Пример монтажа
Преимущества системы "S5 Combitech"
Пример монтажа металлических лотков
 |  |
| 1. Монтаж "S5 Combitech". Высота 80, 100 мм 8 5 винтов, 5 гаек. Высота 50 мм 8 3 винта, 3 гайки. | 2. Традиционный монтаж. 10 винтов, 10 гаек, 3 пластины, 1 соединитель заземления. |
 | 3. Крышки защелкиваются на лоток и монтажные аксессуары простым нажатием без дополнительных фиксаторов, а также имеют соединение внахлест «Папа»8«Мама». |
| 4. Широкий ряд типоразмеров лотков с высотой борта 50, 80, 100 мм и шириной основания от 50 до 500 мм. | 5. Оцинковка по методу Сендзимира, сталь толщиной 0,781,0 мм, возможна окраска, а также изготовление из нержавеющей стали и из стали горячего цинкования после механической обработки. |
 |  |
| 6. Фирменное соединение внахлест («Папа»-«Мама») для всех типоразмеров лотков - экономия времени монтажа и материалов до 60%. | 7. Обеспечивается постоянный электрический контур заземления крышек одним винтом М5 без применения дополнительных приспособлений. |
 | 8. При использовании лотков стандартного исполнения на открытом воздухе гарантия от сквозной коррозии – 10 лет. |
| 9. В основании лотков имеются специальные круглые отверстия для удобного и быстрого соединения пластиковых труб систем "Октопус" и "ЭКСПРЕСС 4/ЭКСПРЕСС 6" с помощью муфты или зажима (код 52600 или 50216 для отверстия 17 мм; код 52800 или 50220 для отверстия 21 мм). | |
Стандартное исполнение:
оцинкованная по методу Сендзимира сталь толщиной 0,7.1,0 мм для лотков; 0,6.0,8 мм для крышек лотков; 0,8.1,0 мм для аксессуаров и их крышек.
Под заказ:
- сталь горячего цинкования по ГОСТ 9.307.89 после механической обработки, толщина 1,2 мм для лотков (при заказе необходимо добавить к стандартному коду буквы HDZ, например, 35262HDZ);
- нержавеющая сталь, толщина 0,8 мм для лотков; 0,6 мм для крышек; 0,8 мм для аксессуаров и их крышек (при заказе необходимо добавить к стандартному коду буквы inox, например, 35262inox);
- оцинкованная по методу Сендзимира сталь толщиной 1,5 мм для лотков (при заказе необходимо добавить к стандартному коду цифры 15, например, 3526215);
- оцинковка по методу Сендзимира плюс порошковая окраска, толщина 0,7.1,0 мм для лотков (при заказе необходимо добавить к стандартному коду буквы RAL и номер цвета, например, 35262RAL7035).
Уникальные аксессуары системы "S5 Combitech"
Широкий ассортимент аксессуаров к системе лотков, позволяющих монтировать конструкцию любой сложности с минимальными затратами.
Вертикальные Т-образные ответвители
Вертикальные Т-образные ответвители позволяют сделать ответвление вниз или вверх, при этом выбрать нужное направление открытой части лотка для укладки кабеля. Более того, ответвители TDSR и TDSA позволяют изменить ширину основания уходящего (отходящего) лотка на меньшую или большую.
 |  |
| Ответвитель TDS | Ответвитель TD |
Вертикальные повороты
Поворот CDV 90 позволяет повернуть лоток вниз на 90° и при этом развернуть открытую часть лотка вокруг своей оси на 180°. Это может пригодиться при необходимости подъема (спуска) кабеля по стене. Угол CDSD 90 дает возможность развернуть лоток на 90° вокруг своей оси при спуске лотка вниз.
 |  |
| Угол вертикальный внешний CDV 90 | Угол вертикальный внешний CDSD 90 |
Ответвители с креплением к крышке
Новые ответвители позволяют сделать отвод кабеля вниз и в сторону без дополнительного распиливания самого лотка. Удобно использовать при уже эксплуатируемой линии лотков.
 |  |
| Ответвитель вертикальный Т-образный DDS | Ответвитель DDT |
Переходники
Позволяют изменить типоразмер лотка по ширине основания и по высоте стенки. Сохраняется гладкость внутренних стенок, не повреждающих кабель при протяжке в лотке.
 |  |
| Переходник RRC | Переходник RB по высоте Н 50-80 |
Товары
Сравнение цинк-ламельного (ZL) и горячеоцинкованного (HDZ) типов покрытий для металлических лотков
Согласно отечественному Государственному стандарту ГОСТ Р 52868-2007 «Системы кабельных лотков и системы кабельных лестниц для прокладки кабелей» и аналогичному европейскому стандарту EN 61537 для применения при наружной установке в средней и высокой атмосферно - коррозионной среде (С3 и С4 по EN ISO 12944-2, исходя из срока эксплуатации изделий не менее 10 лет), рекомендуется использование металлических изделий либо с покрытием цинком после изготовления (горячеоцинкованное исполнение - HDZ) толщиной не менее 45 мкм, либо применение иных покрытий при условии отдельной проверки на коррозионную стойкость. Проверка заключается в воздействии нейтрального соляного тумана в специальной камере (камере нейтрального соляного тумана) в течение не менее 450 часов до появления красной коррозии.
Одним из подобных коррозионо стойких покрытий является цинк-ламельное покрытие (ZL), технология нанесения которого применительно к металлическим кабеленесущим системам разработана компанией ДКС. При этом стоимость лотков с цинк-ламельным и с горячеоцинкованным покрытием не различается.
Ниже в таблице приведено краткое сравнение лотков и монтажных элементов с горячеоцинкованным и цинк-ламельным покрытиями безотносительно компании-производителя.
| Параметр | ZL цинк-ламельное покрытие | HDZ горячеоцинкованное покрытие |
| Коррозионная стойкость | 2000 часов в камере соляного тумана | 450-650 часов в камере соляного тумана (для толщины 45-65 мкм соответственно) 850 часов для выпускаемого по спецзаказу 85 мкм покрытия |
| Сохранение геометрических размеров | Сохраняет геометрические размеры после нанесения покрытия | Для соблюдения геометрических размеров изделия после воздействия высоких температур в процессе нанесения покрытия необходимо увеличить толщину используемого материала, что существенно увеличивает общую массу изделия |
| Внешний вид | Заливы и потеки отсутствуют | Вне зависимости от общего качества покрытия, заливы и потеки присутствуют в значительном количестве |
| Срок поставки | 3-4 недели в зависимости от загруженности производства | 4-6 недель в зависимости от типа продукции |
Обращаем ваше внимание, что цинк-ламельное покрытие не является функциональной заменой исполнения из нержавеющей стали, и для использования в очень высокой атмосферно - коррозионной среде (С5 по EN ISO 12944-2), для достижения продолжительного срока службы необходимо использование кабельной трассы в нержавеющем исполнении.
Товары
Система металлических лотков, монтажных элементов "Combitech". Характеристики и срок службы системы
Описание
Система "Combitech" – уникальная система для построения надежных кабельных трасс любой сложности на объектах промышленного, гражданского и коммерческого назначения. В состав системы входят листовые ("S5 Combitech"), лестничные ("L5 Combitech"), проволочные ("F5 Combitech") и тяжелые металлические лотки ("U5 Combitech"), монтажные элементы и опорные конструкции ("B5 Combitech"), а также система крепежа ("M5 Combitech"). Система используется в различных областях для выполнения открытой прокладки кабельных линий и монтажа электропроводки на больших пролетах, на объектах с высокими кабельными нагрузками, в агрессивных средах и в зонах с суровыми климатическими условиями. Специальная конструкция данной системы позволяет полностью исключить вероятность повреждения кабеля при прокладке или монтаже. Также важной отличительной чертой системы металлических лотков, монтажных элементов и крепления "Combitech" от ДКС является полная совместимость между собой основных элементов, что позволяет использовать ее на всех этапах строительства независимо от типа помещения.
Сфера применения
 |
 |
 |
Промышленные объекты |
Коммерческая недвижимость |
Муниципальная недвижимость |
 |
 |
 |
Быстровозводимые конструкции |
Объекты инфраструктуры |
Агропромышленный комплекс |
 |
 |
 |
Электрические сети |
Системы управления и телекоммуникации |
Системы вентиляции, кондиционирования и трубопроводы |
Характеристики
| Характеристики | Значение |
| Технические условия | "S5 Combitech" – ТУ 3449-013-47022248-2004; "L5 Combitech" – ТУ 3449-002-73438690-2008; "U5 Combitech" – ТУ 3449-033-47022248-2012; "F5 Combitech" – ТУ 3449-001-73438690-2006; "B5 Combitech" – ТУ 3449-032-47022248-2012 |
| Материалы и типы покрытия | исполнение 1 – сталь, оцинкованная горячим конвейерным способом по методу Сендзимира. Группа ХП, класс 2 по ГОСТ 14918-80. Масса цинкового покрытия 142,5–258 г/м2, толщина 10–18 мкм (для системы "F5 Combitech" и части "B5 Combitech" – сталь, с последующим после изготовления элементов системы цинковым покрытием, нанесенным методом гальванического цинкования по ГОСТ 9.301.) |
| исполнение 2 – сталь, с последующим после изготовления элементов цинковым покрытием, нанесенным методом горячего цинкования по ГОСТу 9.307. Масса цинкового покрытия 785–1710 г/м2, толщина 55–120 мкм. Элементы суммарной площадью менее 0,4 м2 допускается изготавливать с покрытием классом стойкости к коррозии не ниже 6 по ГОСТ Р 52868: цинк - ламельное покрытие. Для ряда крепежных элементов систем "F5 Combitech" и "M5 Combitech" – сталь, с последующим после изготовления элементов нанесением цинкнаполненного покрытия "Geomet" или его аналогов классом стойкости к коррозии не ниже 6 по ГОСТ Р 52868 | |
| исполнение 3 – сталь нержавеющая марки AISI 304 (аналог 08Х18Н10 по ГОСТ 5632-72) | |
| исполнение 4 – сталь с нанесенным цинк - ламельным покрытием горячим конвейерным способом или сталь, оцинкованная по методу Сендзимира, с последующим после изготовления элементов нанесением цинк - ламельного покрытия | |
| исполнение 5 – сталь, оцинкованная горячим конвейерным способом по методу Сендзимира (для системы "F5 Combitech" и части "B5 Combitech" – сталь, оцинкованная методом гальванического цинкования по ГОСТ 9.301.), с последующей после изготовления элементов окраской в цвета палитры RAL полимерно-порошковой эпоксидной краской П-ЭП-45 марок А и Б, по ГОСТ 9.410-88 | |
| Климатическое исполнение по ГОСТ 15150-69 | исполнение 1 – У2, ХЛ2, УХЛ2 |
| исполнение 1 – У1, ХЛ1, УХЛ1, УХЛ5 | |
| исполнение 1 – У1, ХЛ1, УХЛ1, УХЛ5 | |
| исполнение 1 – У1, ХЛ1, УХЛ1, УХЛ5 | |
| исполнение 1 – У2, ХЛ2, УХЛ2 | |
| Класс стойкости к коррозии по ГОСТ Р 52868-2007 | исполнение 1 – 3 |
| исполнение 1 – 6 | |
| исполнение 1 – 9А | |
| исполнение 1 – 8 | |
| исполнение 1 – 3 | |
| Температура монтажа | 60 до +60 °С |
| Испытания на безопасную рабочую нагрузку | ГОСТ Р 52868-2007 п. 10 |
| Ударная прочность | не менее 20 Дж по ГОСТ Р 52868-2007 |
Гарантированный срок службы для различных климатических исполнений
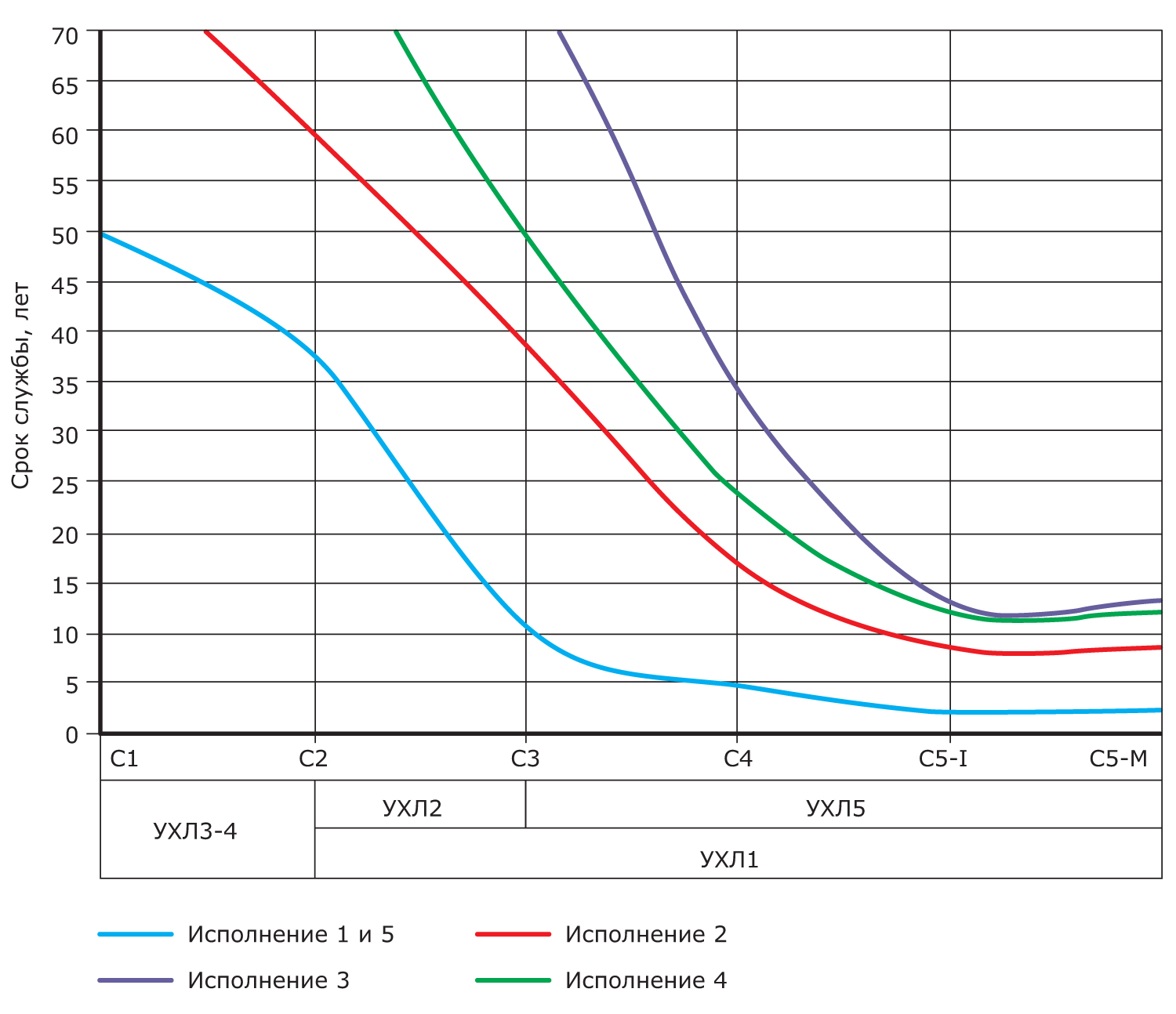 |
Коррозионная стойкость кабельных лотков определяется скоростью потери цинка. Данный параметр будет различным для разных климатических зон и условий размещения оборудования. Данные по сроку службы для исполнений 1, 2, 4, 5 получены, исходя из ГОСТ Р 52868-2007 и международного стандарта 12944-2. Данные по сроку службы нержавеющей стали получены из пособия по контролю состояния строительных металлических конструкций зданий и сооружений в агрессивных средах, проведению обследований и проектированию восстановления защиты конструкций от коррозии (к СНиП 2.03.11 — 85). |

{kind=link}